OMS: Proof of concept to commercialization
The development and implementation of new technologies requires patience, continuous innovation and persistence. This article offers a case study of that process, as well as the progress achieved during the product development and commercialization of an oil and gas industry technology. The journey from proof-of-concept to commercialization of OMS required dynamic adaptability over a 13-year period.
The development efforts focused on delivering a next-generation technology to successfully remove dissolved and dispersed hydrocarbons in produced water. In 2010, several years after the accidental discovery of Osorb in a college laboratory, the development of OMS began with the creation of a company. The development consisted of a multi-pronged and parallel approach: fundamental understanding at the molecular level, laboratory testing, pilot testing and engineering scale-up. During the development process, collaboration with global blue-chip oil and gas organizations was a necessity. Effective and continuous communication with these end-users ensured that OMS was a product that could be utilized to solve current and future challenges facing the industry.
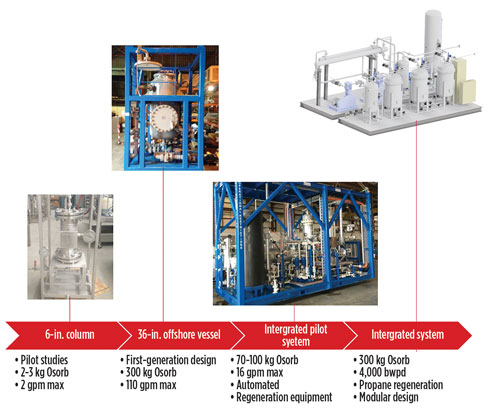
Osorb Media was first discovered in 2005 and, from the very beginning, the media was a promising technological advancement because of its water treatment performance and regeneration capability. The approach to delivering OMS to the marketplace required advancements in the adsorption and regeneration process, as well as the engineering for the systems utilizing the media. The evolution of OMS from small, manually-operated equipment into automated, full-scale systems is highlighted in Fig. 1.
This approach ensured continuous system optimization that eventually contributed to the commercial deployment of the first OMS package. The knowledge and experiences gained through this development process have created a cost effective, compact and efficient water treatment system that removes dispersed, emulsified and dissolved hydrocarbons from water.
The development and advancements of OMS over the past 13 years can be separated into three sections: applications, regeneration and engineering. The applications for OMS were identified first through laboratory testing, then tested in the field under operating conditions. The regeneration process was initially understood on a fundamental level in the laboratory, and later optimized after the applications for use were identified. The engineering of systems optimized the technology so that end-users could safely and efficiently use OMS. Engineered systems were also optimized throughout the development period by adjusting the equipment selection and sizing to provide compact, integrated water treatment systems.
APPLICATIONS DEVELOPMENT
Osorb’s ability to remove hydrocarbons from water is a result of the hydrophobic and organophilic structure. This structure selectively adsorbs organics (including hydrocarbons), but does not adsorb water. Additionally, the selective adsorption of organics is a key characteristic of Osorb that allows higher adsorption of contaminants that are monitored by regulatory agencies.
Initially, the adsorption performance was studied for various compounds with different characteristics, to identify the OMS applications that are technically feasible and economical. It was determined that Osorb removes hydrocarbons and oilfield chemicals based on three characteristics: solubility in water, size, and polarity (or regions of polarity). However, there are many environmental factors that can affect the adsorption capacities that are also considered for each application.
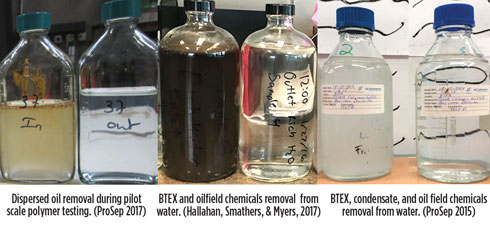
Laboratory testing and feedback from field trials have resulted in many successful demonstrations of OMS globally. The images in Fig. 2 highlight the water treatment performance of OMS in three different applications. In each application, a significant increase in water quality is observed in the water sample collected after the OMS.
The first field trial for Osorb was completed in 2011, to remove BTEX from a produced water stream. The trial was successful, and the data collected in the field showed that a new simulation tool to estimate water treatment efficiency was needed. The testing was a lesson that the estimated water treatment efficiencies calculated from laboratory testing were different in real world applications.
The development of the technology continued after the first field trails, with a focus on selective molecule removal from produced water generated at Chemical Enhanced Oil Recovery (CEOR) operations in 2013. The water treatment goal for these operations was to remove all of the hydrocarbons and surfactants from the polymer-laden water.
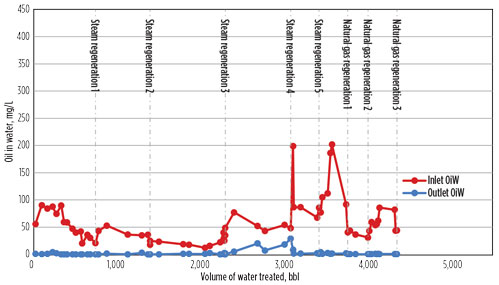
The produced water generated by CEOR operations is notoriously difficult to treat because of emulsions that are created in the oil recovery process. However, through laboratory testing, followed by pilot testing, it was confirmed that Osorb can achieve the desired hydrocarbon removal. Results showed 99% removal for hydrocarbon and ~80% removal of surfactant. The graph in Fig. 3 presents the data from an additional field trial that supported the data collected during laboratory testing. The field trial demonstrated 99% OIW removal with residual oil concentrations <5 ppm.4 Surfactant removal was not tested, as it was not present in the water stream.
Globally, dissolved hydrocarbon removal applications present a significant problem to operators. Early testing exhibited significant opportunities for OMS to provide effective water treatment in this market because of its ability to remove contaminates such as benzene toluene, ethyl benzene and xylene (BTEX) from water. A further differentiator for Osorb is the ability to simultaneously remove BTEX and other larger hydrocarbons, while retaining regeneration efficiency and performance. BTEX removal in the presence of other hydrocarbons was demonstrated several times during field trials, including one completed at on offshore platform in the North Sea.1 During this demonstration, and observed in other demonstrations, was a 99% removal of hydrocarbons and BTEX, with a single pass of water through one Osorb column. This removal efficiency achieved <1 mg/L effluent BTEX and hydrocarbons which exceed most discharge specifications.
REGENERATION DEVELOPMENT
The ability to regenerate Osorb media, as well as the flexibility in regeneration methods differentiates OMS from other technologies. The differentiation was a positive attribute, but also challenged the product development team to design new regeneration methods that were economical. The first regeneration process required manually transferring the media from a water treatment system to a regeneration system. Additionally, this regeneration process was inefficient, costly, and required long periods of time to complete. Focused product development resulted in the current OMS designs that complete regeneration within the water treatment vessel, allowing for a quick and economical regeneration process.
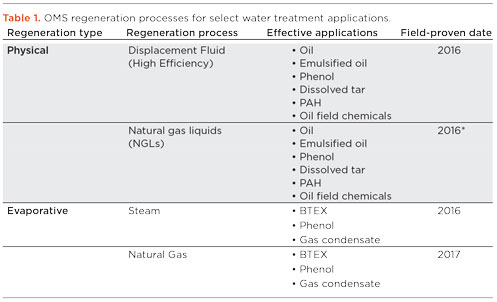
Following the first field trial of an OMS in 2011, an in-situ regeneration process was developed and work began on creating more efficient regenerations. During this development period, the mechanism for regenerating Osorb used in oilfield applications was extensively studied. These evaluations concluded with two regeneration types that could be tailored to each specific installation site, reducing system installation and operating costs. The two regeneration types are physical (desorption) and evaporative (thermal). Table 1 illustrates the regeneration process selection based on the water contaminants. Additionally, Table 1 includes which regeneration methods are effective for different applications and when the regeneration method was field proven.
The evaporative method uses the vapor pressure of the captured hydrocarbons and continuous vapor purge to remove the hydrocarbon from the media and vessel. The development of this process allows OMS to efficiently use this regeneration method for hydrocarbons with boiling points less than 200°C. Additionally, it was proven that elevated temperatures (max 150°C) will increase the regeneration efficiency, but elevated temperatures are not required.
The physical regeneration process was developed and optimized for OMS used in applications with higher boiling point hydrocarbons (BP >200°C). This method uses solvent(s) that have a higher affinity to the captured organics than the Osorb has. These solvent(s) displace and dissolve the hydrocarbons captured within the media matrix. The solvent required depends on the hydrocarbons captured but toluene, hexane, dichloromethane, liquid propane or butane, and naphtha are effective in most applications. The physical method must be followed with an evaporation process to remove the solvent prior to additional water treatment.
The evaporative and physical regeneration methods both advanced OMS development, with reductions in regeneration time and operational costs. A significant advantage of shortened regeneration times is that the water treatment duration can also be reduced. The reduced water treatment time reduces the footprint and installation costs. Most adsorption medias are limited in the number of regenerations that can be performed, because of a loss in water treatment performance with each regeneration. However, the stability of Osorb allows hundreds of regenerations to be completed, without a loss in performance.4
ENGINEERING DEVELOPMENT
Delivering Osorb Media Systems in oil and gas required an innovative engineering approach for both process and equipment design. Three major engineering challenges faced OMS during the development and optimization. The OMS needed to handle significantly different conditions of water treatment and in-situ regeneration, the vessels needed to house the 250-to-500-µm media, and the system needed to be compact. Osorb was first packaged in bulky, large systems that were not integrated (the media required a manual transfer step for regeneration). However, the advancements in regeneration and the process design for regeneration allow Osorb to be supplied in integrated, compact and easy to use systems.
The packaging of the media in Osorb vessels required a specific design to minimize pressure drop and retain the media with a different flow direction used for water treatment and regeneration. Additionally, vessels had to be designed to maximize the use of the media inside of the vessel. After several iterations, the design was optimized with wedge wire, using a different design for the top and bottom of the vessel.
The vessel design parameters were determined by the integration of in-situ water treatment and regeneration. The integration of both processes provides significant safety, operation and cost improvements versus ex-situ (media transfer) regeneration, but presents engineering challenges because of the different process conditions for water treatment and regeneration. After several design iterations, two standard OMS designs were created. One OMS design for water treatment and evaporation regeneration using steam, and a second OMS design for water treatment and physical regeneration using Natural Gas Liquids (NGL). Each of the designs provides flexibility for each client, as well as the different OMS applications.
The OMS using steam regeneration is perfect for BTEX and gas condensate removal applications. These systems are designed to reduce the hydrocarbons to less than 1 mg/L, with a single pass of water through one Osorb Vessel. The systems operate using two vessels (minimum), with one vessel treating water and the second vessel in regeneration. Additional vessels may be present in standby mode as backups in case of upset conditions. The water treatment process is designed to last 24 to 36 hr under normal operating conditions, and 12 hr under maximum operation conditions. The regeneration process is designed for 2 to 8 hr, depending on the utility load restrictions. This process design combination ensures that continuous water treatment is achieved at the required specification.
The steam regeneration process utilizes minimal energy, with most applications achieving regeneration using <1 KW/m^3 (<500 BTU/BBL) of water. OMS have seamless integration of the water treatment and regeneration equipment, as well as programming logic that allow OMS to operate with minimal to no operator intervention. This includes monitoring effluent water quality that optimizes the transition between water treatment and regeneration, as well as ensuring water quality specifications are maintained.
The OMS, using NGLs for regeneration, utilizes NGLs in both the gas and liquid states to dissolve, transport and separate hydrocarbons captured during water treatment from the Osorb media.3 NGLs are an excellent solvent and will dissolve the hydrocarbons captured during water treatment. The hydrocarbons dissolved in the NGLs are then separated in an evaporator. After the evaporator, the NGLs are in the gas phase, while the capture hydrocarbons are in the liquid phase. The phase difference allows recovery of the hydrocarbons as a pure stream, as well as the recycling of the NGL gas phase for further regeneration cycles. The NGL regeneration, just like the steam regeneration process, is completed in 2 to 8 hr, with minimal operator intervention. The NGL regeneration process is a step change for adsorption systems, because it allows for lower operational costs, increased recovery of the captured hydrocarbons, and minimized waste.
SUMMARY
OMS have been under development and improvement for 13 years, with extensive engineering and commercialization over the last eight years. During that time, many applications were successfully identified and proven via laboratory and field tests. Additionally, the lessons learned from these tests were used to optimize the OMS process design, which has created an alternative water treatment technology that is economical. The OMS have been engineered to provide simple operation that continually meets, or exceeds, effluent specifications with minimal operator attention. The flexibility of the regeneration process lowers the installation and operational costs of OMS, by utilizing the optimal process for each client site. ![]()
ACKNOWLEDGEMENTS
The authors would like to thank all of those involved in the development of Osorb Media and Osorb Media Systems, including: ABS Materials, Raul Gonzalo, Tommie Jackson, Rafael Ramirez, Bill Jagers and Mahesh Konduru.
REFERENCES
- “Evaluation of Osorb Media for removal of oil from produced water containing polymer,” ProSep (internal), 2015.
- “Non-attributable foamer report,” ProSep (internal), 2015.
- “Propane regeneration process description,” ProSep (internal), 2018.
- Smathers, C., “Removal and recovery of hydrocarbons from water using a regenerable adsorption media and uses thereof,” Annual Technical Symposium and Exhibition, Dammam, Saudi Arabia, 2018.
- Coiled tubing drilling’s role in the energy transition (March 2024)
- Digital tool kit enhances real-time decision-making to improve drilling efficiency and performance (February 2024)
- E&P outside the U.S. maintains a disciplined pace (February 2024)
- U.S. operators reduce activity as crude prices plunge (February 2024)
- Drilling advances (January 2024)
- Driving MPD adoption with performance-enhancing technologies (January 2024)
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

