New progress caps 10 years of work with BuBi pipes
Oil Country Tubular GoodsNew progress caps 10 years of work with BuBi pipesBi-metallic pipe offers economic advantages, when a pipe system’s primary needs for pressure and corrosion chemistry may be shared by the inner and outer pipe
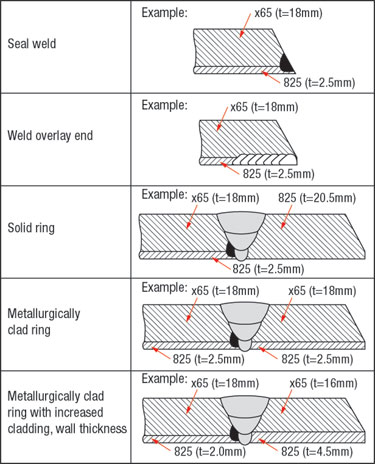
More than 320 km (1.05 million ft) of Butting bi-metallic pipes (BuBi-pipes, Fig. 1) have been produced and installed as pipelines in the last 10 years as a cost-saving, high-quality alternative to solid or clad CRA line pipes. Extensive studies concerning usable material combinations have been carried out, resulting in availability of BuBi pipes with alloy 316L, 904L, and 6 Moly stainless steel, as well as nickel-based alloy 825 and 625 as corrosion-resistant liner. As opposed to metallurgically clad pipe, BuBi-pipe’s benefit is the free selection of materials and combinations for inner and outer pipe. Documented procedures exist for manufacturing and testing of CRA liner and bi-metal line pipe, up to 26-in. diameter. This includes welding and heat treatment, hydrostatic testing, non-destructive testing and inspection. The process of producing bi-metallic pipes involves insertion and hydraulic expansion of a corrosion-resistant alloy liner pipe within a carbon steel outer pipe. Fully computer-controlled, hydraulic expansion of the liner is carried out in a single operation, with a radial pressure up to 2,500 bar. This results in a full mechanical bond between the CRA liner and the carbon steel outer pipe. It can be defined by the elastic moduli of the carbon steel and corrosion-resistant alloy. The manufacturing procedure described does not cause significant changes to mechanical and corrosion-resistant properties of the pipe material. The end preparation of bi-metallic pipes with different welding alternatives has been developed extensively. For standard seal welds, weld overlay ends, solid ring ends or metallurgically clad ring ends – whichever method the customer chooses – fully proven welding and NDE documentation are available, Fig. 2.
Extensive testing has been conducted for specific projects to simulate fatigue stress loads on these pipes (up to 26-in. diameters), as occurs during installation offshore from conventional lay barges and operating phases. Thus, four-point bend testing on full-size samples of 8-in., 10-in., 16-in., 18-in. and 26-inch liner pipe has been done. Not only during those tests, but also in 10 years of practical experience, bi-metallic pipe met and exceeded operators’ requirements. CASE HISTORIES/ NEW MATERIAL COMBINATIONS Presently, and per ANSI standards, BuBi-pipes can be manufactured with outside diameters that range from 114.3 mm (4 in.) to 660 mm (26 in.). Variations may be agreed upon between the manufacturer and the operator customer. Pipes with 904L liner – case histories and test results. More than 2,000 tons of 12-m bi-metallic pipe with bevelled ends have been supplied for a number of onshore and offshore projects, Table 1. For instance, the Sycamore project has been equipped with 10-in. pipes with a wall thickness of 16.5 mm, X65 material, and 904L liner of a wall thickness of 2.5 mm, as well as 5-in. pipes (141.3 x 11.0 + 2.5). Tolerances of +/- 1% ovality in the pipe body and 0.75% of the inner diameter, at the pipe ends, were achieved. Inner-diameter tolerances at the pipe ends were adjusted to +/- 1 mm. The straightness of 1.0 mm/m on 12-m pipe was highly reproducible. Wall thickness of the carbon steel outer pipe varied between +15/-10%, whereas the wall thickness of the 904L inner liner varied between 2.5 mm and 3.5 mm. The manufacturing of longitudinally welded pipe of 904L material, as per API 5LC, included tensile tests according to ASTM 370; corrosion tests per ASTM G28 A; and pitting tests that satisfy ASTM G48 A (35°C, 24 hr). After the pipe was manufactured, tensile and charpy impact tests on the carbon steel were carried out. Hardness measurements (covering outer and inner pipe), flattening tests and gripping tests proved the performing mechanical bond between X65 outer pipe and 904 L inner pipe. Comparable requirements for X65, 904 L bi-metallic pipe were fulfilled at Chevron’s Alba project, where 12,500 m (41,011 ft) of pipe were delivered in three sets – 10-in. (273.1 x 15 + 2.5-mm and 273.1 x 28.6 + 2.5-mm, respectively), 8-in. (219.1 x 12 + 2.5-mm and 219.1 x 23 + 2.5-mm, respectively) and 6-in. (168.3 x 12.7 + 2.5-mm). Pipes with AL-6XN liner. Representing the family of 6% molybdenum stainless steels, bi-metallic pipe with a AL-6XN inner liner has been produced and tested. Accordingly, longitudinally welded pipe has been produced with a 278-mm outer diameter and a wall thickness of 2.7 mm. EP450 was chosen for the outer carbon steel pipe. The final dimension was 314.4 x 12.70 + 3.0-m. The gripping test done at 20°C showed an excellent mechanical bond with a gripping force of 405.3 kN. The investigation finished with a detailed metallography of seal welds, plus 100% x-ray testing. Pipes with Alloy 625 liner. For more aggressive, chloride-containing environments, bi-metallic pipes in the typical spectrum of 6-to-16-in. outer dimensions are available. They offer some of the most economical solutions for high-pressure, highly corrosive environments. Due to the relatively high yield of Alloy 625, carbon steel grade X65 is recommended for use as outer pipes. This type of 16-in. pipe has been used at the Buzzard field development, offshore the UK. CONCLUSION Use of BuBi-pipes offers economic advantages when a pipe system’s primary needs for pressure and corrosion chemistry may be shared by the inner and outer pipe. This is especially true, if a wall thickness of more than 6 mm is prescribed for pressure and strength requirements. The benefit of bi-metallic pipe, as regards selection of materials and combinations for inner and outer pipe, has been proven by the long list of references of material combinations and dimensions produced so far. Cost-effectiveness increases with longer lengths, because more elaborate installation and joining techniques are required for short, straight sections that waste the pipe’s price advantage. The amount of information available on state-of-the-art BuBi-joining, welding and ND-testing techniques has reached a new high. Thus, only a few techniques could be presented in this article.
|
|||||||||||||


- Coiled tubing drilling’s role in the energy transition (March 2024)
- Using data to create new completion efficiencies (February 2024)
- Digital tool kit enhances real-time decision-making to improve drilling efficiency and performance (February 2024)
- E&P outside the U.S. maintains a disciplined pace (February 2024)
- U.S. operators reduce activity as crude prices plunge (February 2024)
- Drilling advances (January 2024)
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

