Cost-effective scavengers for H<sub>2</sub>S mitigation reduce problematic solids in production equipment
The removal of hydrogen sulfide (H2S) from produced gas, oil and water has been a challenge to producers for many years. H2S is a highly toxic, corrosive and undesired component, produced alongside both liquid and gaseous hydrocarbons. It originates from either biological or geological processes, which occur in the reservoir formation over long periods of time. H2S is relatively widespread and must be removed prior to export of hydrocarbon gas and fluids. Produced gas can, quite commonly, have many thousands of parts per million (ppm) H2S, and in some areas can reach tens of percent (in some Canadian gas wells there is more H2S than methane). Chemical removal of H2S, which is the major focus of this article, is typically constrained to gas concentrations of 5,000 to 10,000 ppm of H2S. Beyond these concentrations, other methods are used, such as amine recycling units or steam stripping units.
SCAVENGER TECHNOLOGIES
The removal of H2S using process chemicals involves the reaction of H2S with scavengers. There are two classes of H2S scavengers: oxidative and non-oxidative. Oxidative scavengers react with H2S and change the valence state of the sulfur atom from negative two to zero or greater. These scavengers can produce elemental sulfur or, in some cases sulfate, as by-products. This may seem highly desirable, however the chemicals required, and the reaction by-products, are often problematic. Typical oxidizers used include alkaline sodium nitrite and chlorine dioxide, which require special handling and are very corrosive to carbon steel.
As a result, this type of scavenger has seen a substantial decline in usage in recent years. Non-oxidative scavengers do not change the valence state of the sulfur, but they can chemically convert the H2S molecule into either an inorganic sulfide, or more commonly, an organic sulfide; the latter forming new carbon-sulfur bonds. Organic sulfides are favored, since this is an irreversible process under normal conditions encountered in upstream operations. The chemical constitution and condition of the spent scavenger is of utmost importance and will be discussed in detail later. Significant attention is given to this aspect of the scavenger and can determine the choice of chemistry employed.
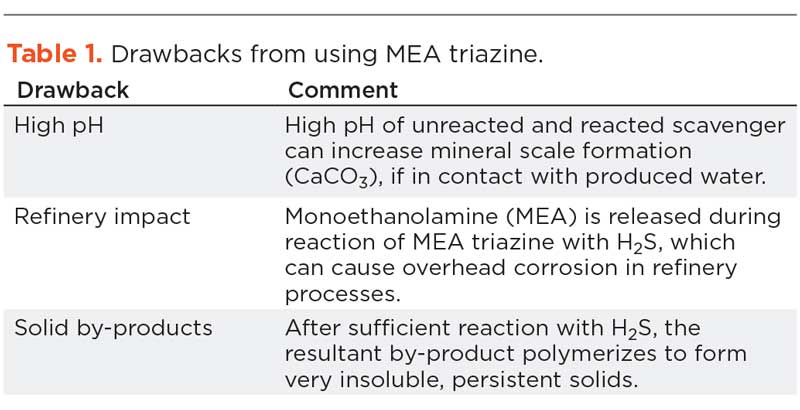
One chemistry that keeps emerging in chemical scavenging applications is hexahydro-1,3,5-tris(hydroxyethyl)-s-triazine (also referred to as MEA triazine or simply triazine). MEA triazine has been the most widely used H2S scavenger for several decades, and for good reason. It is cost-effective, efficient, and reacts rapidly with H2S; the kinetics of the reaction are ideal for numerous application methods, including gas contact towers, multi-phase fluids and direct gas injection. While often successful in deployment, it does have several well documented drawbacks, Table 1.
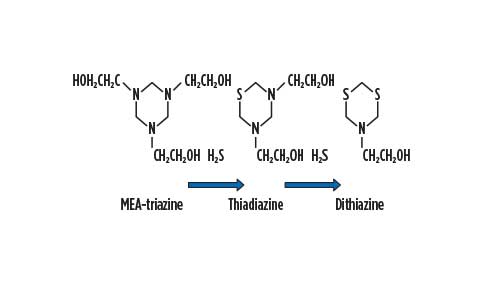
MEA triazine solid by-products. Perhaps the most problematic operational drawback from using MEA triazine is the formation of solid by-products. The reaction pathway of MEA triazine with H2S is widely known and is diagramed in Fig. 1. The subsequent formation of insoluble and polymeric by-products is more complex, Fig. 2.
The reaction of MEA triazine with H2S proceeds via a sequential substitution of the nitrogen atoms in the triazine molecule with the sulfur atoms. The first reaction step (Fig. 1) is kinetically fast; the thiadiazine from MEA triazine reacts rapidly and cannot be observed or isolated. The second step results in the dithiazine, which itself theoretically gives no challenges, however it further and easily reacts and polymerizes to yield problematic solids.
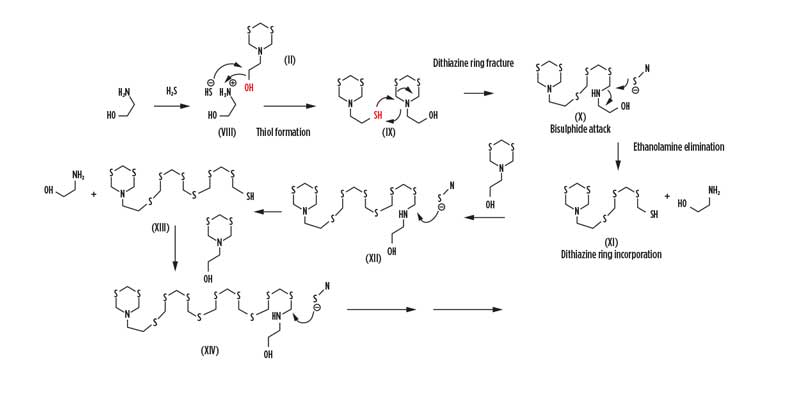
Most often the reaction of dithiazine proceeds via a polymerization process to form amorphous polymeric dithiazine (apDTZ), a highly insoluble and enormously problematic deposition process for the oil and gas industry often known as fouling, Fig. 2. A detailed explanation for this complex mechanism of polymerization was published by Taylor in 2012.1
The apDTZ solids manifest as intractable solids in oil and gas processes, and can cause major plant upset, especially when MEA triazine is applied in gas contact tower applications (both static and dynamic types). A typical system is pictured in Fig. 3. In a tower system, gas bubbles up from the bottom of the tower and through a column of scavenging liquid. As the gas bubble passes through the liquid scavenger, the H2S diffuses across the gas liquid interface and chemically reacts with the scavenger. Dynamic towers are, therefore, very efficient and can use a high degree of the chemical’s theoretical capacity. Unfortunately, this leads to heavily spent triazine fluids, which often produce huge amounts of the amorphous polymeric dithiazine by-product. This requires physical cleaning and dismantling of the equipment; a costly and time-consuming process. A severe example of this condition is depicted in Fig. 4.

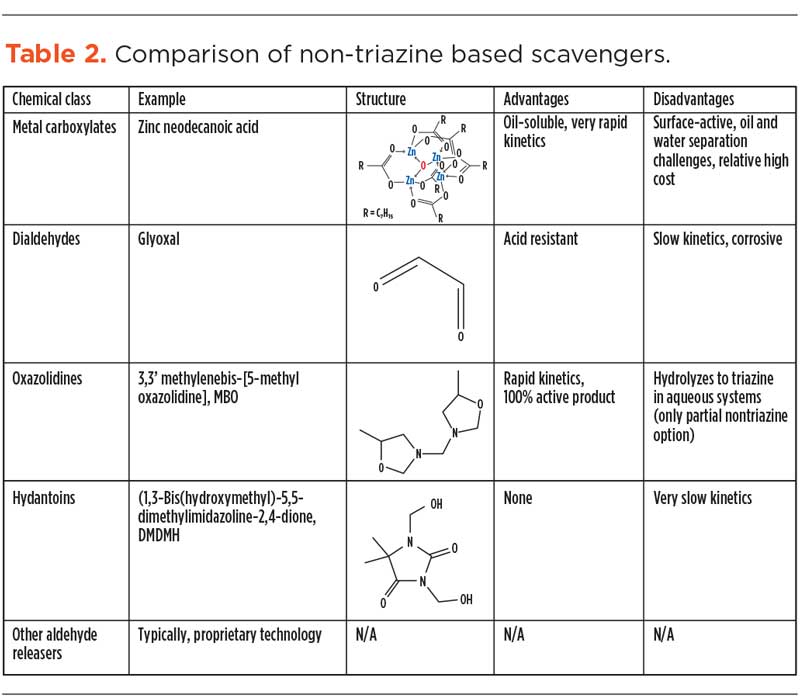
Non-triazine based scavenger systems. The apDTZ solids problem is sometimes so severe that the industry has called for an alternate scavenger, a “non-triazine” product that has all the desirable attributes of triazine, but without this serious shortcoming. The industry has long searched for a non-triazine-based scavenger (NTBS). More recently, significant effort has been invested to develop a NTBS that can equal triazine in terms of efficacy and kinetics. To successfully achieve the goal of a NTBS that competes with MEA triazine, any new product must have a solid depositional control system built into the chemistry or formulation that prevents unwanted reaction solid deposition while remaining cost- effective, kinetically favorable and, ideally, a lower pH.
In today’s market, there are five categories of product that can be considered as an NTBS—summarized in Table 2, along with their major advantages and disadvantages. It is commonly perceived by industry thought leaders and subject matter experts that none of these candidate NTBS chemistries fulfill all desired goals for a triazine replacement. This is especially the case for contact tower applications, where the degree to which any chemical is spent is higher, and the by-products concentrate to a higher degree than any other application type. For these applications, a product that can withstand high degrees of spend and remain solid-free is highly desirable.

Aldehyde releasers, and more specially formaldehyde releasers, are not new chemistries and have given way to triazine-based solutions over the years. More recently, these old chemistry types have had a resurgence in the oil industry. They represent a way of using formaldehyde (much used years ago and discontinued, due to the extreme chemical hazards associated with its use) in a latent or chemical bound form. The formaldehyde is liberated, only upon demand by the chemical system in a Le Chatelier’s type model. Therefore, the amount of free formaldehyde in the product is extremely low, and formaldehyde is released when, and where, it is needed by design. The kinetics of this liberation can be tuned and tailored to suit an application by careful choice of a synergist within the formulation. In this way, the release of formaldehyde occurs only upon contact with H2S and then at a rate suited to the application. For example, this is most noticeably important in gas contact towers, where the flight time of the bubble through the medium is extremely low, despite the internal design of the contact tower itself. This is likely on the order of 2-3 sec at most, and for many “uncatalyzed” formaldehyde releaser products would not be enough contact time to perform an efficient scavenge.
Solid deposition can still become a challenge—any scavenger reaction will result in by-products and the likelihood of these by-products becoming insoluble in a given medium, upon a high enough concentration, is always very high. Aldehyde releasers are no exception. The solids that form from the reaction of formaldehyde and H2S are different to that of MEA triazine and H2S, in that they are somewhat more predictable and ordered in terms of their structure. This means that it is possible to control them to a degree and allow for solids to be dispersed, allowing for a greater scavenger spend and therefore cost performance.
VALUE PROPOSITION
There are several proprietary technologies available from the industry leaders in the non-triazine landscape. This clearly remains an area where active research and development are occurring, driven by the unmet need in the marketplace for a non-triazine-based scavenger that can provide better cost performance ratio to that of MEA triazine. Until that time, the industry will continue to use MEA Rtriazine-based products for the majority of H2S scavenging applications.
REFERENCE
- Taylor et al., Ind. Eng. Chem. Res. 2012, Vol. 51, pp 11,613−11,617.
- Advancing offshore decarbonization through electrification of FPSOs (March 2024)
- U.S. oil and natural gas production hits record highs (February 2024)
- What's new in production (October 2023)
- FPSO technology: Accelerating FPSO performance evolution (September 2023)
- What's new in production (August 2023)
- A step-change in chemical injection (August 2023)
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

