Water treatment programs prevent fouling and corrosion during mill-out operations
While most of the water treatment in today’s oilfield operations focuses on hydraulic fracturing, water also plays a significant role in post-frac operations. The water used in mill-out or drill-out operations—the process of removing plugs that were placed during hydraulic fracturing operations—is often left untreated. Unlike frac operations, limited-to-no testing is being performed to determine optimal water quality or disinfection treatments for these operations.
DRILL-OUT OPERATIONS STUDY
GeoKimika Oil & Gas conducted a study of drill-out operations for several Permian-based operators, that focused on the drill-out method—workover rig vs. coiled tubing—tank set-up, water quality, chemicals used and operational challenges. Water composition and bacteria tests were completed on injection and return waters, at various intervals throughout the drill-out. The effectiveness of chemical treatment also was monitored when a disinfection treatment was used. Results showed that water management processes and chemicals used, or lack thereof, led to reduced equipment life and negate the preventative chemical treatments used during the hydraulic fracturing process.
Once hydraulic fracturing operations of a well are completed, two to three frac tanks (~1,500 bbl) are topped off with fracturing water, and are left for use during drill-out operations. If the operator used an on-the-fly disinfection treatment during their frac, the water left in the tank would have been pre-treated, and contained low bacteria counts. Otherwise, no disinfection treatment is performed, and water is used, as-is. While drill-out operations occur immediately post-frac, delays of several days are typical, resulting in untreated water. If an oxidizer was used, no residuals are left from post-frac treatment to provide any long-term protection. With any delay in water use, high fouling is expected with these waters, and with no mitigation, can introduce bacteria into the well, which can lead to microbially-induced-corrosion and H2S.
Additional challenges exist with the re-use of the same water over a period of two to five days, and in some cases, for the entire drill-out of a three- to four-well pad. Water quality diminishes as the water becomes saturated with high levels of solids and drill-out chemicals, such as friction reducer and gel. Over-saturated waters are typically managed by diluting them with one or two truckloads (~120–240 bbl) of new freshwater. However, the process is not standard across operations and is often completed at the discretion of the company man. In other instances, water is lost to the formation and new freshwater is constantly being added, minimizing the effects of water re-use. The guar or xanthan gels used, which are biopolymers, act as a food-source for bacteria and create an environment in which bacteria can flourish. Those unfavorable conditions can be exacerbated by warm weather, with water in the frac tanks reaching over 100°F in the summer, resulting in exponentially higher bacteria growth rates. These operational challenges, which can vary by operator, are all dependent on the water, disinfection treatment, chemicals and equipment selected to perform the drill-out.
In response, GeoKimika Oil & Gas implemented a monitoring process for water quality during drill-out operations. Based on the existing infrastructure of two operators, “Operator A” chose the disinfection treatment performed during the frac, and intermittent oxidizer treatment of any new freshwater added to tanks during the drill-out. “Operator B” chose a pre-job disinfection treatment, along with an on-the-fly biocide addition.
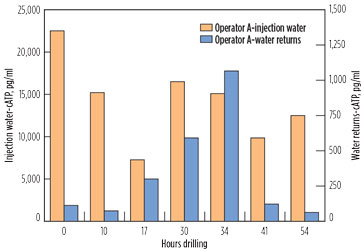
Drill-out results for both operators, using coiled tubing, showed the choice of treatment had significantly different results. Operator B’s on-site monitoring, coupled with on-the-fly treatment, yielded the most effective kill, Fig. 1. Operator A’s process did not achieve the injection water target of a cATP value of 1,000, or less. The initial disinfection treatment had been performed two days prior, and new freshwater was not added until drill-out had been in progress for 35 hr. Operator B’s frac tank water was within the target range, and the effectiveness of the on-the-fly treatment was successful, with water maintaining low cATP values for the duration of the job.
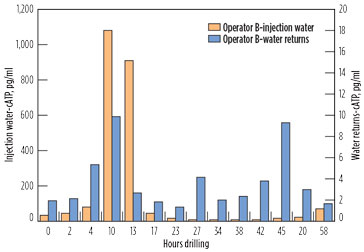
In addition, Operator B utilized workover rigs in certain areas of its drill-out operations. A comparison of Operator B’s workover vs. coiled tubing drillout, showed a more robust disinfection program was required to achieve adequate bacterial control for coiled tubing operations. A comparison of efficiency for the same treatment, performed on a coiled tubing drill-out vs. workover rig, is shown in Fig 2. Contributing factors included, the number of freshwater tanks utilized, water circulation set-up and amount of gel sweeps. A diagram of the water-flow cycle for both operations is shown in Fig 3. Tank configurations, and the suction point for water going to the chemical mixing plant, are unique to each operation, with workover operations allowing for better dilution of water and more settling time for solids.
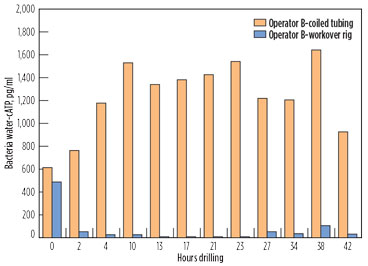
Workover operations utilized three times more frac tanks than coiled tubing operations, and the water was replaced at the end of each well. During the 24-to-48-hr operations, the tanks were all equalized, allowing for more dilution of the water. In contrast, coiled tubing operations re-used the water, well to well, and diluted it with half a frac tank of freshwater between well drill-outs. At the start of the job, coiled tubing operations did not implement a pre-treatment step for the freshwater, which resulted in bacteria levels that increased significantly within two hours of the start of coiled tubing operations vs. 12 hr to 14 hr for workover units. In addition, gel sweeps were run at every plug for coiled unit vs. every four to six plugs for workover units, increasing food source available for bacteria. While attempts were made to divert the gel sweeps to the waste pit/tank, not all gel was removed from circulation.
To achieve effective kill during coiled tubing operations, pre-treatment disinfection was implemented, and GeoKimika’s on-site test results were used to determine on-the-fly biocide dosage. While satisfactory disinfection was achieved, biocide usage was up to three times that of workover operations. The ability to optimize chemical usage while maintaing water quality is under review. Similar results also were observed during Operator A’s coiled tubing drill-out, suggesting water quality issues could be prevalent for operators utilizing a similar process.
While disinfection could have been achieved through chemical treatment, effectiveness was highly dependent on the condition of the initial water and the water circulation process. Optimal disinfection was achieved when water was treated just prior to the start of drill-out, as tanks were being filled. Pre-treatment with biocide, added directly to the filled, uncirculated tanks, proved ineffective. To ensure proper circulation, the tanks needed to be “rolled” for several hours.
In addition, the type of disinfection treatment – chlorine dioxide or other oxidizer vs. conventional biocides – produced different effects. While oxidizers provide excellent quick-kill, they do not provide the long-term protection needed for water that will be re-used over a period of several days. A combination of both methods proved to be most effective, with an oxidizer pre-treatment providing the fastest kill, and a conventional biocide providing sustainable control for the length of the job. Selection of the conventional biocide was based on pre-job kill studies, which identified the product that provided the best kill after 24 hr.
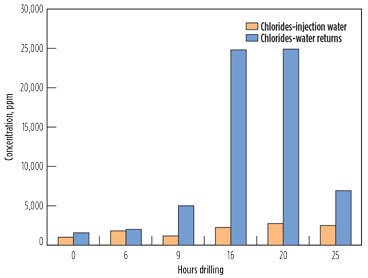
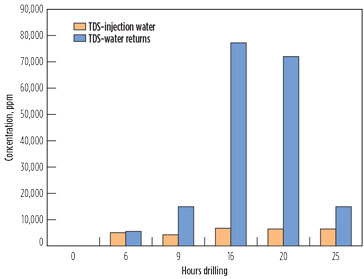
Once surface water quality has been met, it is important to monitor the return water, to verify that disinfection is effective throughout the operation. On-site water testing revealed that although freshwater was used at the start of the job, the return water samples had higher chlorides content and total dissolved solids (TDS). The water injected was not the same as that being recovered, which suggested that there was comingling of drill-out water with formation/frac water in the wellbore. A sample comparison of injection vs. return water composition is shown in Fig. 4. Similar results were observed in both operators’ drill-out operations.
Dilution with new freshwater minimized the rate at which the injection water reached the same composition as the returns. The difference in water composition between the injection and return water was not observed in all wells studied – 35% of wells evaluated had injection and return water, with the same composition. Further investigation is needed to determine whether the difference in water composition is related to the well formation. The change in water composition over the duration of the job also can affect the performance of the chemicals used, specifically the friction reducer. In standard operations, freshwater friction reducers, with low salinity tolerance, are used in drill-outs. When water composition exceeds the tolerance range of these products, higher treating pressures are observed. Fluid loss to the formation also created a challenge, as the injected water had high bacteria counts, which could lead to fouling of the well. This highlighted the importance of implementing an on-the-fly treatment to ensure effective disinfection was maintained from surface to the wellbore.
Water composition also plays an important role in maintaing the integrity of the equipment, both at the surface and in the wellbore. High salinity of the return water also increases the potential for corrosion of the workstring, more noticeably in workover rig operations. For Operator B, replacement costs for corroded pipe joints averaged $60,000/3 wells. To reduce replacement costs, a trial was conducted, with a corrosion inhibitor dosed mid-job, after the start of the second well drill-out. The corrosion inhibitor was dosed on-the-fly at a rate of 0.1 gal/10 bbl, for the duration of the job. Pipe joints for the well, with corrosion inhibitor, had noticeably less visible corrosion, and no replacement costs were incurred for the joint used on those wells. Use of the corrosion inhibitor was continued for subsequent wells. Data collected from drill-out water testing, including ion analysis and pH, also were reviewed by production engineers to determine whether any wells would require additional monitoring once on production.
The effect of water quality on chemical performance also was observed, and was more complex, due to the variety of service providers and chemicals used. Unlike with frac operations, limited performance data are available for products used during drill-outs. Filter pods provide good solid control, but do not provide any benefit on reducing concentration of chemicals in the water. In drill-outs, where little dilution of injection water occurs, water had a viscous or “soup-like” consistency that interfered with product performance.

This disruption resulted in the development of an iron sulfide, post-sample collection, shown in Fig 5. The dosage of gel used to meet target gel-sweep viscosity increased, and viscosity became more difficult to maintain as water reached its fourth day of use. Surfactant-based products, such as foamers, are used in lower pressure formations, and have limited salt tolerance, yielding them ineffective in higher-TDS fluids. Poor well cleanout, which can lead to “stuck” pipe, could be related to bad water, which can affect the performance of the products used to assist with clean-up during operations. Implementation of standardized water and product specifications could help lower overall chemical usage and minimize product-related operational issues.
IMPROVED WATER TREATMENT PROGRAM
Based on these findings, GeoKimika Oil & Gas, in collaboration with Operator B and their mixing plant companies, have implemented a water treatment program, including pre-job and on-the-fly disinfection and corrosion inhibitor. To date, 55 wells have been treated successfully, and the data generated on-site is being used as a tool to provide early-time diagnostics for production chemical treatment needs. Operator A’s program is still under evaluation, and the use of produced water to complete the drill-outs is being monitored.
Management of water quality, during drill-out operations, can provide an additional opportunity to implement preventative measures that could help prolong the life of a well. While not all operations are the same, steps to implement a drill-out, water treatment program should consider optimal disinfection, and compatibility of disinfection techniques, with other chemicals used, climate (high temperatures can create better environments for bacteria to flourish), and equipment limitations. ![]()
- Prices and governmental policies combine to stymie Canadian upstream growth (February 2024)
- U.S. producing gas wells increase despite low prices (February 2024)
- U.S. drilling: More of the same expected (February 2024)
- U.S. oil and natural gas production hits record highs (February 2024)
- U.S. upstream muddles along, with an eye toward 2024 (September 2023)
- Canada's upstream soldiers on despite governmental interference (September 2023)
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

