Artificial Lift
Tubing rotation system proves successful in extending well life
Improves the profitability threshold in marginal wells.
Thomas B. Smith, Whiting Oil and Gas Corp., Denver, Colorado; Mark Millikin, Navarro Research and Engineering, Teapot Dome Naval Petroleum Reserve, Wyoming; and Walt Prince, Energy Production Systems, LLC, Gillette, Wyoming
Downhole equipment failures have always been an operator’s enemy, and with product prices now at historically high levels, a prudent operator should always be on the lookout for anything that will help him. Over the years, equipment such as rod rotators, tubing anchors, guided sucker rods and pump-off controllers have proven successful in the fight against the inevitable – a pulling job to replace failed equipment due to downhole wear.
Recently, some operators have further increased their beam-pumped wells’ run-time and profitability by using a field-proven tubing rotator system (TRS) to fight wear-caused tubing failures. Stripper wells can benefit markedly from this system as was recently shown at the Department of Energy National Petroleum Reserve-3 test site in Wyoming. Up to 10% of the approximately 650,000 stripper wells in the nation could potentially benefit from this technology. Two case studies illustrate the utility of the system.
HOW THE TRS WORKS
The Tubing Rotator System, manufactured by Energy Production Systems, LLC, comprises two patented components. The wellhead system is a tubing hangar assembly that uses a worm-gear driven, adjustable rotating table (Fig. 1) that slowly rotates the tubing, spreading rod-on-tubing wear over the entire 360° circumference of the tubing wall. Most non-rotated tubing has a contact angle on the order of 60°, or one-sixth the available surface area. The second component of the TRS is the downhole rotating tubing anchor, which sets and acts just like a normal tubing anchor but uses a rotating inner mandrel, Fig. 2. This design allows the tailpipe tubing and other pumping equipment, such as a pump barrel, to rotate along with the tubing above the anchor.
 |
Fig. 1. New rotating hanger in use on a non-producing test well at RMOTC. The ratchet handle is operated by a cable attached to the walking beam. The tubing hanger is driven by a worm-gear set. Rotating speed is about one revolution per 24 hours.
|
|
 |
Fig. 2. Installation of the new rotating anchor on the RMOTC stripper well. EPS President Sandy Land, right, assisted.
|
|
The rotation system allows the important downhole equipment to benefit from extended run times, since these components can also be failure prone in deviated wellbores. The TRS typically is set to make one full revolution every 24 hours, and this is accomplished by using a lever-actuated drive mechanism that is attached to the walking beam on the pumping unit, similar to a rod rotator.
There are three benefits of the TRS. The primary benefit is realized by reduced well-intervention costs incurred while repairing split or rod-cut tubing. These costs include service rig costs, replacement equipment costs and, often, inspection and/or pressure testing of tubulars, whether onsite or offsite. In today’s market, a typical tubing hole repair has out-of-pocket costs in excess of $10,000, or roughly the cost of the entire tubing rotator system.
Another important benefit is increased revenue from oil sales that are not lost to well downtime. Since tubing holes are sometimes difficult to diagnose and locate, the deferral of oil and gas sales is typically associated, to a greater degree, to tubing failures rather than to a rod or downhole pump failure. Recently, service rig availability has become a major issue in that a well with a downhole failure may see a period of deferred production and associated cash flow of more than a month, simply waiting for a rig.
A final benefit occurs in areas where scale and paraffin deposition are prevalent in downhole equipment. The TRS, in conjunction with guided and rotated rods, will ensure that the entire inner wall of the tubing is wiped clean with each revolution of the tubing string. This prevents scale or paraffin deposition on the tubing wall, which, in the case of scale, further extends tubing life by reducing under-deposit corrosion sites that lead to concentrated, corrosion-caused pitting.
CASE HISTORY 1
A patented production-tubing rotator system has been successfully tested at the DOE Teapot Dome oil field, with a 400% improvement in tubing and rod life noted. A moderately deviated (Fig. 3) rod-pumped well, 24AX-10 Teapot Dome NPR-3, in Natrona County, Wyoming, was chosen for the test. This well had been idle since 1996 because of high downhole equipment failure costs. This well has produced without well intervention since September 2004, when the DOE Rocky Mountain Oilfield Testing Center (RMOTC) trial was initiated.
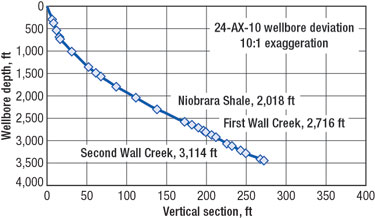 |
Fig. 3. Wellbore deviation of the RMOTC Well 24-AX-10, and some intersected horizons.
|
|
In September 2005, after one full year of continuous 24/7 operation, a tubing scanalog was run to determine tubing wear patterns. Based on the observed tubing wall loss values, the first wear-caused failure should occur after 16 months, as compared to an average time-to-failure of four months prior to installing the tubing rotator system.
This well was chosen as a test site for the tubing rotator system because it had a well-documented history of rod wear-caused tubing failures. Further, this well had been shut in and was scheduled for P&A. If the well could be pumped 24/7 without well intervention costs, the operator could defer abandonment expenses and show positive cash flow during a period of high oil and gas prices.
The testing consisted of installing a new string of 2-3/8-in. tubing, a new insert rod pump, and both the surface rotating hangar and downhole rotating anchor. The well was set up to produce 24/7, even though fluid production rates might have indicated using a pump-off controller to avoid fluid pound from gas lock or pump-off. Neither rod guides nor sinker bars were used, although a rod rotator was kept in service. The well produced at an average daily rate of 1.6 bopd (48 bopm) and 110 bwpd, with a fluid level essentially at the pump over the entire test period of 12 months, Fig. 4.
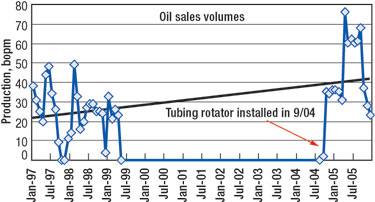 |
Fig. 4. Tubing rotator test results, RMOTC Well 24-AX-10.
|
|
In September of 2005, after 12 months of continuous operation, the well was pulled to inspect the tubing wear patterns and measure wall loss. These results are shown in Table 1.
| TABLE 1. Summary of Tuboscope pipe inspection report, Well NPR-3 24-AX-10 |
 |
|
At the time of this article’s writing, the well has been down, waiting on a rig for a month, so about 16 months had passed before a failure occurred. It is not yet known what the cause of the failure might be, although it is likely to be a tubing hole caused by corrosion or wear. A chemical inhibition program was not in use at this well during or prior to the testing. Fig. 5 shows the historical failure history for the well in terms of tubing joints replaced per well-pulling job. It is interesting to note that in June of 1994, a tubing rotator hanger was installed on this well; however, the conventional tubing anchor was removed, presumably because the patented rotating anchor had not yet been made available for sale. The rotation of the tubing, even unanchored, appears to have reduced the tubing failure rate from the earlier levels.
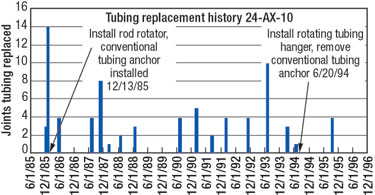 |
Fig. 5. Tubing replacement history, Well 24-AX-10.
|
|
During the period from 1985 through 1994, the average time to tubing joint failure for this well was about four months. Even in today’s price environment, a well producing 2 bopd could not be produced profitably with a failure rate of this magnitude. The installation of the tubing rotator system in September 2004 was successful in returning this well to profitability, paying out the installed price of the system in less than one year.
CASE HISTORY 2
In August 2004, the new tubing rotation was installed at a Tyler Sand producer because of historically high failure rates. The well, High Five Unit-2, Whiting Oil and Gas Corp., is located in Rosebud County, Montana. This is a marginal well, making 4 bopd and 220 bwpd; therefore, high failure costs can make the well unprofitable. This 5,500-ft oil well was previously anchored with a conventional tubing anchor, which, incidentally, had experienced previous rod-cut failures. During a 10-year period from 1991 to 2001, this well had a variety of rod-on-tubing wear-caused failures, including 12 pulling jobs for worn rod couplings, two for wear-caused tubing holes, and one for a split pump barrel.
Failures escalated to an average rate of three to four per year until August 2004, when the new tubing rotation system was installed on the well, with 2-3/8-in. tubing inside 41D2-in. casing. Over the following 18 months, the well has pumped 24/7 without a pulling job. Rigs can be hard to come by in this part of the oil patch, and the savings in potential lost revenue, while waiting for a service rig to come available are a major incentive for operators such as Whiting. Payback time was very short considering that the typical downhole failure can easily run $10,000 in this area.
SUMMARY
The TRS has proven to be a viable tool in reducing the downtime and expense associated with rod-cut tubing failures. Given that sucker rod pumping is the most prevalent type of artificial lift in use worldwide, applying this technology to assist operators in maximizing cash flow is worth investigating on a well-by-well basis. 
|
THE AUTHORS
|
 |
Thomas Smith, P.E., is presently a senior operations engineer for Whiting Oil and Gas Corp. He oversees operations and completions in the Central Rockies area, primarily the Big Horn and Green River basins in Wyoming. After graduating from Montana Tech with a BSPE in 1981, he spent the next 22 years with Marathon Oil in Wyoming and Texas. He is a registered PE in Wyoming and a 27-year member of SPE.
|
|
|
Mark Milliken is a development geologist with Navarro Research and Engineering, based at the Teapot Dome Naval Petroleum Reserve in Wyoming. He earned his BS degree in geology in 1974 at Central Washington University in Ellensburg, Washington, and an MS degree in geology in 1981 from Eastern Washington University. He previously worked for the US Department of Interior and Mobil Oil Corp., and worked as an engineering geologist from 1974 – 79.
|
|
 |
Walt Prince is the CEO of Energy Production Systems, LLC, based in Gillette, Wyoming. He has a background in bringing new technologies to market. Prince co-founded a company that introduced a new technology into the gas industry and holds several patents. He earned a BS degree in business and public administration from the University of Maryland in 1968. He can be contacted via: www.tubingrotator.com.
|
|
|

