Integrated control solution for North Sea FPSO
AUTOMATION AND CONTROLIntegrated control solution for North Sea FPSOTexaco-operated Captain field was seen as having significant technical hurdles when it was discovered in the late 1970s. New drilling and production technology made economic development possibleMike Baker, Texaco North Sea UK; and Chris Hopkins, Honeywell Industrial Automation and Control
Cost-effective operation of Captain was made possible by deploying integrated control, safety and marine technologies on the FPSO facility and wellhead systems at the field. Today, Captain is a production facility capable of processing 60,000 bopd in full operation, Fig. 1. Ongoing expansion will increase its capacity to 100,000 boepd.
Successful development was facilitated by a unique contracting strategy that fostered a close working relationship among all project participants. A special internal Texaco project team and a joint venture of contractors and sub-contractors devised new, unconventional methods to make the project economically feasible. This article overviews the project and discusses the contracting strategy, integrated control system and project results. Background Texaco had long been aware of substantial oil and gas reserves held in Captain field, located in North Sea Block 13/22a. Because of serious production challenges, however, development plans were put on hold. Test wells revealed that the reservoir is not only widespread (10 km 3 4 km) and shallow (915 m deep), but its oil reserves are viscous and heavy. Further, the reservoir comprises mostly unconsolidated sand, allowing water to readily break through. Low reservoir pressure and associated high watercut prohibited oil production without artificial lift. Conventional production methods would require about 300 wells in more than 10 drilling centers. However, innovative drilling methods enabled the company to minimize wellhead and platform requirements, while reducing production costs and time to first oil. In the mid-1980s, development of new subsea drilling technology revived Texaco’s interest in Captain field. A well-appraisal program, conducted in the late 1980s and early 1990s, concluded that its reserves could be exploited if unconventional drilling techniques were employed. Believing that phased development was now viable, Texaco awarded a contract in late 1994 to a joint venture known as ASAU; the JV comprised ABB Lummus Global, Coflexip Stena Offshore, Astano and UiE Scotland. The initial development, known as Area A, covered the western section of the field and contained all processing and export facilities. Phase One was a fast-track project, with first oil flowing by early 1997. Immediately following Phase One completion, Texaco began front-end engineering work for developing the next area. Phase Two, referred to as the Captain Expansion Project, began in May 1998; it involves a Bridge-Link Platform (BLP) that is being integrated with the existing facility. Project Overview Horizontal drilling was essential to unlocking Captain’s plentiful oil and gas reserves; up to 2,000-m lengths of parallel wells closely followed the reservoir surface. Such a drilling method significantly increases reserves per well by restricting water production, while reducing the required number of wells and drilling centers. In addition, Texaco used the latest techniques for wellhead management to ensure cost-effective development and facility operation. Wellheads reside on a wellhead-protector platform (WPP) that is linked through a series of pipelines to an FPSO, Fig. 2. Powerful electric submersible pumps (ESPs) are used to extract oil from the reservoir, with field production rates of 60,000 bopd, 6.6 MMcfd of gas and 180,000 bpd of water.
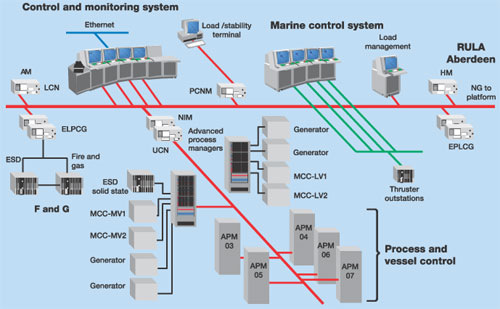
All process operations, including separation, produced-water treatment, water and chemical injection, and mooring / storage are performed onboard the FPSO. Separation is achieved using first- and second-stage separators, as well as an electrostatic coalescer. Produced-water treatment is specified to achieve 40-ppm oil in water and 0.5% BS&W. The system’s water-injection pumps are able to fully replenish reservoir production at rates up to 230,000 bfpd. The FPSO transfer system incorporates a turret arranged to accommodate eight mooring lines; production, test, water injection and service lines; and power and control umbilicals. The vessel-mooring configuration includes eight combined mooring legs, each comprising a 250-m catenary-chain segment and a 1,000-m segment of seafloor wire rope. Contracting Strategy Aside from the unique technical aspects of Captain, the project involved an unconventional contracting strategy that transformed a marginal development opportunity into a viable, highly efficient offshore-production operation. Based on the concept of shared risks / rewards, Texaco sought to create a new form of alliance that aligned its own goals as operator with those of the contracting companies. A complete automation package. An important component in the innovative development approach was the general automation contracting services provided by Honeywell Industrial Automation and Control, of Phoenix, Arizona. Unlike the conventional approach – whereby the design contractor specifies individual packages such as emergency shutdown and fire / gas systems, which are then sub-contracted to various manufacturers – the company was requested by the project’s main engineering and design contractor, ABB Lummus Global Engineering, to procure and deploy an Integrated Control System (ICS) for process control, safety, power management and cargo / ballast control. An FPSO-automation project such as Captain requires a high degree of teamwork on a worldwide level. The automation contractor was responsible for managing complex control and information systems involving several specialized sub-vendors. This required effective use of diverse intellectual resources, enabling technologies and implementation expertise from various sources. Working together onsite and interfacing with personnel located in Bracknell and Sutton, UK, and El Ferrol, Spain, integrated control system team members undertook a broad range of detailed design and engineering tasks. They produced all design drawings for the ICS and devised a method of creating loop drawings for fire, gas and emergency-shutdown systems using an Access database. Best-in-class solutions. A significant benefit of the integrated-automation contracting approach was its influence on project costs. In most cases, traditional project methods do not involve automation contractors until well after functional specifications and preliminary technical designs are complete. This often forces contractors and suppliers to provide products, services and solutions for a predetermined concept that is usually not optimum. On Captain, however, project participants functioned as a unified team from the early planning stages. This allowed for development of best-in-class control solutions that optimized total lifecycle performance and minimized project and lifecycle costs. Early involvement by the automation contractor also resulted in substantial reductions in labor during the design phases, decreased schedule duration requirements and fewer changes. From the outset, front-end-loading principles were employed to identify the scope of the automation and control work. Beginning in the analysis / pre-design phase, integrated control system team members worked together to develop project scope, schedules, costs and benefits; and to identify, plan and estimate work items. They were integrally involved in detailed design and engineering, and established criteria and recommended solutions for process control, safety and information systems throughout the facility. A parallel-path engineering approach enabled project participants to run concurrent engineering, construction, and training and installation activities. This process facilitated commissioning and start-up of the ICS without any change in requirements or unscheduled "events," which are frequently encountered on complex, large-scale automation projects. Standardization improves efficiency, reduces costs. Using common tools and engineering standards allowed control- and safety-related work to be performed more efficiently and cost effectively. "Typical" and repeated tasks, such as alarm action, configuration and control logic, were automated in their simplest and most common form. By standardizing a single source of supply for all automation requirements in Phase One of the development, Texaco was able to quantify cost savings in a number of areas: hardware / software, project engineering, integration, commissioning, maintenance, spare parts, engineering support and training. Moreover, standardizing an automation platform will provide additional, incremental cost reductions as acquired experience and expertise is put to use during Captain field expansion, as well as on future projects. Integrated control system. Commissioned in spring 1997, the control and monitoring system for Captain seamlessly integrates complex controls and safety devices from multiple suppliers, Fig. 3. The ICS includes:
A single window to the facility. At the heart of the ICS is a proprietary distributed-control system (DCS) supporting process control, power management and ship systems throughout the facility. Eight DCS universal workstations provide a single window to the facility for operators, technicians and engineers. Five of the workstations are installed in the FPSO control room, one in the aft engine control room and two on the WPP. All process control, safety reporting and heading control systems on the FPSO and WPP are linked via a dual-data highway from the DCS. The Local Control Network (LCN) on the FPSO is extended via a subsea fiber-optic link within the main power cable, which runs about 1.5 km to the WPP. A remote-user / local-control network-access (RULA) package provides an online link to the offshore systems from onshore. Recently, the LCN has been extended to the new BLP as part of the Captain Expansion Project, providing operators and technicians with a common view of process activities throughout both development areas of the facility. As part of the control architecture, hardwired I/O is interconnected through Advanced Process Managers (APMs) to the Universal Control Network (UCN); remote outstations containing remote I/O-card files are connected to dual-redundant APMs using fiber optic cables. Additionally, the EIA 485 Modbus RTU protocol enables high-I/O counts from ancillary packages via redundant, enhanced PLC-gateway modules. Fully redundant network-interface modules are also used to interface between the DCS, LCN and the lower-level UCN for process monitoring and control. The ICS continuously monitors pressure, temperature, flowrates and other variables at locations throughout the FPSO. Also monitored are storage levels; levels / pressures within production and test separators; water, gas and oil flowrates; and reinjection / overboard-water rates. Simulation of the ICS for training operating personnel prior to joining the Captain facility is performed with a micro-DCS system linked to a simulation computer installed in Texaco’s Aberdeen offices. High-level safety systems protect critical assets. Due to concerns regarding the effect of IEC 1508 and its guidelines for programmable electronic devices used in safety-critical applications, Texaco specified that the ICS include a high-level (Category 1/SIL 2&3), non-programmable emergency-shutdown system for Captain’s FPSO, WPP and BLP. Designed to provide safe isolation of critical plant assets and, in so doing, reduce the consequences of an incident or hazard, the system comprises a hardwired, non-redundant configuration with data hand-off to the MCS via a "fast-link" network. A lower level (Category 2/SIL 1) process-shutdown and fire / gas system is also deployed on all facilities. This system includes duplex programmable-logic controller (PLC) processors and I/O, and incorporates more than 700 fire and gas detectors. Heading controls ensure FPSO stability. FPSO heading and manual thruster controls, and ballast / cargo off-loading and loading-advisory packages, are tightly integrated with other facility controls. The heading control system (HCS), supplied by Cegelec’s Marine Systems Division, provides anchor-assist and motion-damping capabilities. The HCS includes outstations located in thruster compartments and operator control consoles on the vessel’s bridge, with auto-changeover in the event a station should fail. The system uses a dual-redundant Modbus-485 communications link, enabling certain information to be repeated to the MCS. The ballast / cargo loading-advisory package receives ballast and cargo-tank-level inputs, and assists marine operators in maintaining the FPSO’s stability during loading and offloading operations. "Healthcare" program optimizes maintenance. A five-year, performance-related healthcare program for Captain’s automation solution supports a number of key objectives: meeting a target value for ICS availability, reducing spare parts requirements, optimizing maintenance and improving emergency response times. As part of the program, a group of service employees make up a permanent, full-time crew to provide ICS support. A resident integrated control systems engineer is located offshore, with an onshore coordinator who is responsible for maintenance and spare parts management. The ICS-maintenance staff uses a maintenance-management system to analyze offshore maintenance data. The system aids in predictive / preventive maintenance by allowing unreliable instrumentation to be identified and replaced before an unscheduled process shutdown is required. Results / Conclusion Involvement of the automation contractor’s skilled, experienced personnel in the early project-planning stages proved to be essential. Indeed, participation by automation-team members in the detailed design phase ensured that the ICS, which was on the critical path to FPSO completion, met all of its target dates. It is estimated that input from the automation contractor during the design-engineering phase resulted in a 50% reduction in the design-labor component. It also reduced associated-change requirements during the project; it will have a similar effect during facility lifecycle. Further, a high level of engineering management – both onshore and offshore – coupled with robust, reliable ICS performance, can be credited with eliminating unscheduled events and costly downtime, a trend that will likely be multiplied with integration of the new Area B facilities. Lastly, the ongoing ICS healthcare-maintenance program is enabling Texaco to optimize maintenance of all instrumentation and control equipment on the FPSO and wellhead-platform facilities. The combination of innovative, unconventional
production techniques, an integrated, facility-wide control solution, and a working environment based on
cooperation – not conflict – has made Captain field a productive venture for Texaco. The company
expects the field to be a substantial producer of heavy crude oil and gas for years to come.
|
|||||||||||||||||||